-
08-24 2023
Çelik levhanın ısıl işlem ekipmanları nelerdir?

-
08-23 2023
Paslanmaz çelikle ilgili temel bilgileri (üretim süreci) edinmelisiniz
-
07-26 2023
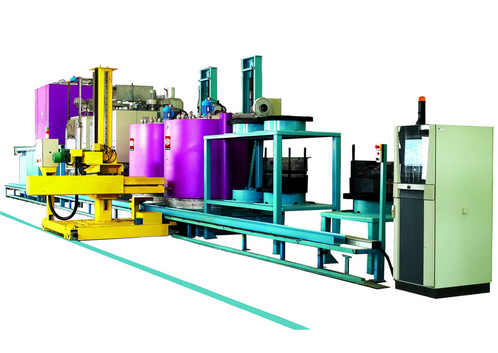
Dikey Parlak Tav Fırını
-
11-05 2021
201 ve 304 paslanmaz çelik arasındaki fark
bu gönderi, 201 ve 304 paslanmaz çelik arasındaki farkı tanıtır. Strong Metal'in ısıl işlem ekipmanı, paslanmaz çelik endüstrisinde şerit bobinin tavlama işlemi için yaygın olarak kullanılmaktadır.
-
10-26 2021
Paslanmaz çeliğin ısıl işlem türleri
Paslanmaz çelikler genellikle paslanmaz çeliğin cinsine ve işlemin yapılma nedenlerine göre ısıl işleme tabi tutulur. Gerilim giderme, sertleştirme ve tavlama gibi ısıl işlem yöntemleri, imalat sırasında modifiye edilen metalin süneklik ve korozyon direnci özelliklerini güçlendirir veya aşınmaya ve yüksek mekanik gerilimlere dayanabilen sert yapılar oluşturur.
-
10-21 2021
Dişliler için yaygın olarak kullanılan malzemeler ve ısıl işlem yöntemleri
Yaygın olarak kullanılan dişli malzemeleri, çeşitli derecelerde yüksek kaliteli karbon yapı çeliği, alaşımlı yapı çeliği, dökme çelik, dökme demir ve metalik olmayan malzemelerdir. Genellikle dövme veya haddelenmiş çelik kullanın. Dişli yapısının boyutu büyük olduğunda ve tekerlek boşluğunun dövülmesi kolay olmadığında, dökme çelik kullanılabilir; açık düşük hızlı şanzıman için gri dökme demir veya sfero kullanılabilir. Kapsamlı performansı daha iyi olan çelikler; yüksek hızlı dişliler diş yüzeyinde çukurlaşmaya eğilimlidir ve yüksek diş yüzeyi sertliğine sahip malzemeler düzeltilmelidir; Darbe yüküne maruz kalan dişliler, tokluğu iyi olan malzemelerden yapılmalıdır. Yüksek hızlı, hafif yüklü ve düşük gürültülü dişli şanzımanları için kumaş bakalit, naylon vb. gibi metalik olmayan malzemeler de kullanılabilir.