-
10-05 2023
Çan fırınının çalışma prensibi ve kullanım özellikleri nedir?
Çan fırını, dökme demir eritme ekipmanının endüstriyel üretiminde, basit kullanımda, düşük enerji tüketimi avantajlarında yaygın olarak kullanılmaktadır.
-
10-03 2023
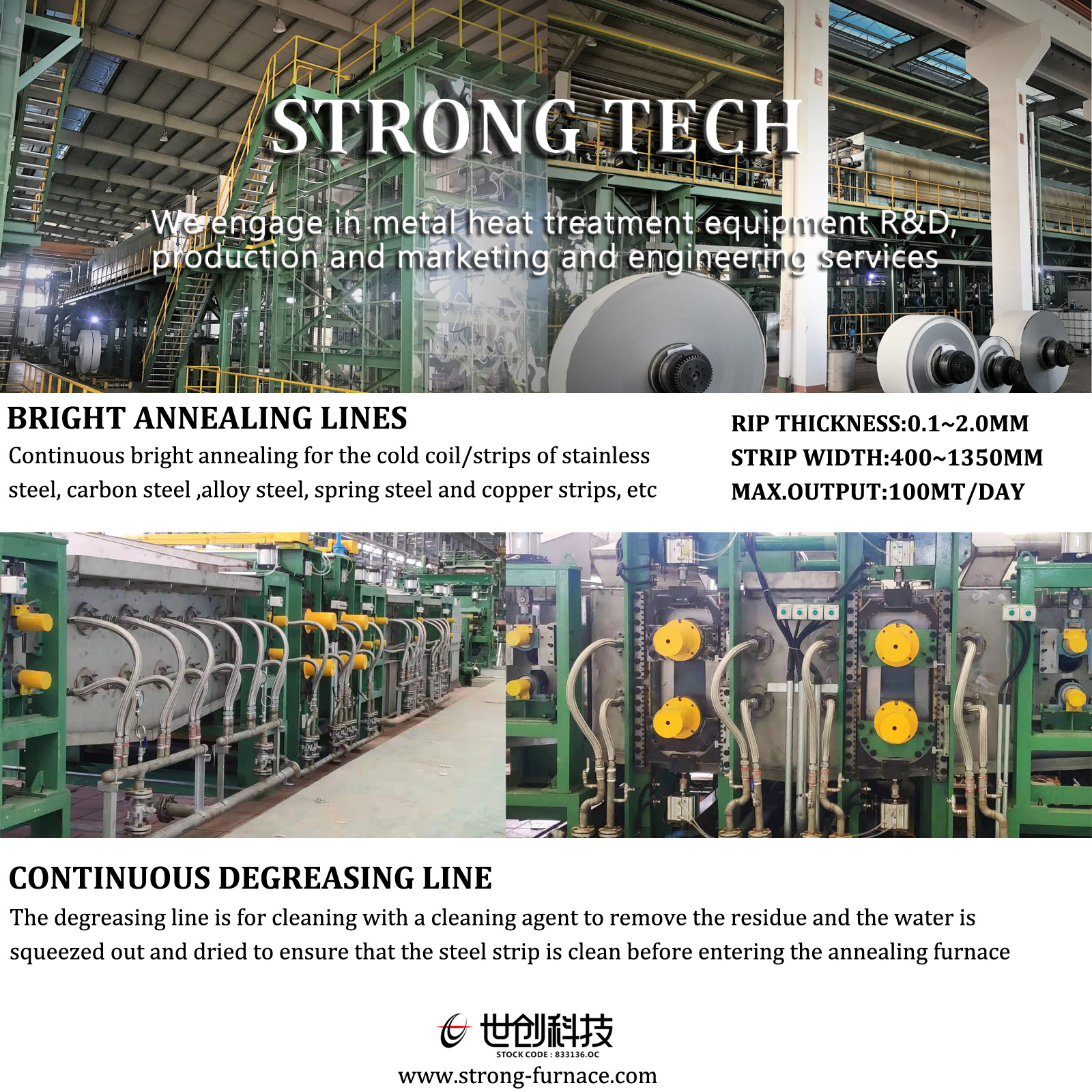
Alaşımlı çelik gereksinimleri için sertleştirme hattı
İstenilen düzlük ve çekme mukavemetinin elde edilebilmesi için aşağıdaki hammadde gereksinimlerinin karşılanması gerekir:
-
09-09 2023
Çelik tavlama yöntemleri nelerdir?
-
09-06 2023
Tavlama fırını eylemi
-
08-30 2023
Anlamak 1 dakika: söndürme işlemi ve yöntem adımları
-
08-28 2023
Her türlü çelik bobin kalite problemini hızla halledin!